
本期分享激光加工系统光学设计。
激光作为近代以来的四大发明之一,随着科技的发展应用越来越广泛,尤其在激光加工领域,从根本上改变了加工方式,同时获得了更优的加工质量和加工效率。
本期分享的激光加工系统,激光为空间输出光束,发散角为mrad级别,激光加工系统的光学部分主要包含四个模块,分别为扩束准直模块、光束传输模块、振镜模块及场镜模块,当然在实际应用中除了激光加工光学系统,还有实时加工监测光学系统,这里暂时不展开讨论,后期会针对实时监测部分的光学系统进行设计及讲解。
如下图1所示,该图为激光加工光学系统,针对激光加工光学系统的设计包含几个方面的考虑,首先为激光扩束倍率的设计,需要设计2倍,3倍还是其他的倍率,要进行整体评估,振镜如何选型及透镜焦距的确定等都是需要进行理论分析及核算才能够确定。
这里需要给大家讲解一个公式,该公式贯穿了激光加工的整个过程。公式如下所示:
在上式中,M2表示光束质量因子,通常在1.1~1.2之间,表示的含义为实际光束的束腰半径和远场发散角的乘积,与基模高斯光束的束腰半径和远场发散角的乘积之比。λ为激光波长,f为聚焦透镜的焦距,π为圆周率,D为扩束后的光束直径。
对于一个激光加工系统而言,需求为设计的输入及目标,通常要求聚焦光斑较小,一般理论核算后的最小聚焦光斑在10um左右,对于确定的激光光源,波长是不能改变的,能够去设计的包含场镜焦距和光束直径。
聚焦光斑与焦距成正比,焦距越短,聚焦光斑越小,在实际加工中一般应用的最小焦距在50mm~60mm之间,这里主要考虑实际加工预留的后焦不能太短,其次,焦距越短光学设计所需的球面透镜越多以矫正像差。
当以上都考虑合适的情况下,需要考虑扩束后的入瞳直径几光束直径,从公式可以光束直径与聚焦光斑成反比,即光束直径越大,聚焦光斑越小,然而光束直径越大,将导致光学系统的球差越大,矫正像差的难度及透镜数量也需要同步增加,故一般阔术后的光束直径在10mm左右,如果光束直径在近轴附近可选择自己设计,不需要去采购场镜,一般场镜都匹配较大的光束且价格较高。
扩束后的光束直径在5mm以内的,一般采用平凹透镜+平凸透镜进行扩束即可,这里的平凹透镜和平凸透镜可直接采购成品的透镜即可,需要定量分析组合后的发散角的量级是mrad还是urad,只需要将透镜参数导入zemax中仿真即可。
如果扩束后直径在10mm左右,则需要采用自主设计以满足指标需求。
振镜选型一般根据扩束后的光束直径选择即可,振镜区分x轴和y轴,对应的驱动板连线也是如此,一般的控制模块需要自主开发或者采购类打标软件及控制卡。
图1展示的激光加工光学系统波长为1064nm,采用的激光光束为1mm,扩束镜倍率为12倍,扩束后直径为12mm,振镜系统包含x轴和y轴,间距为20mm,y轴振镜到场镜的距离为17mm,场镜包含3片透镜,焦距为90mm。
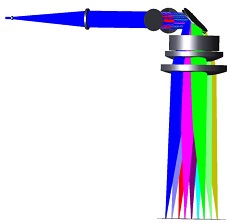
图1 激光加工光学系统
激光加工光学系统的镜头数据如图2所示。多重结构如图3所示。
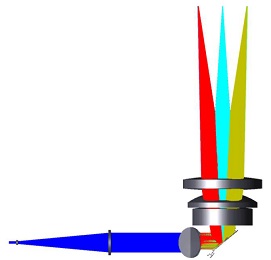
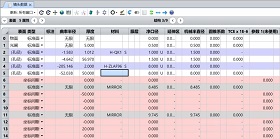
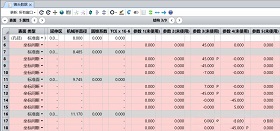

图2 激光加工光学系统镜头数据

图3 振镜多重结构参数设置
到此,激光加工光学系统介绍完成。